
准时制生产方式(Ju来自st In Time简称JIT),又称作无库存生产方式(stockless production),零库存(zero invento表养坏却世里机某ries),一个流(探one-piece flow)或者超级市场生产酒转讲国云角足鲁喜方式(supermarket production)。
- 中文名 准时制
- 外文名 Just In Time
- 起 源 20世纪60年
- 发明人 日本丰田汽车公司
简介
 JIT
JIT 日本汽车工业从其起步经历了一个技术设备引进对国产化----建立规模生产体制----高度成长----工业巨大化----强化国际竞争力----出口日增对全球战略这样一个过程。但是,从一开始的技术设备引进阶段,日本汽车工业就没有全部照搬美国的汽车生产方式。这其中除了当时的日本国内市场环境、劳动力以及二次世纪大战之后资金短缺等原因以外。一个很重要的原因是,以丰田汽车公司副总裁大野耐一等人怎为代表,他们从一开始就意识到了,美国汽车工业的生产方式虽然已很先来自进,但需采取一种更灵活,更能适应市场需求的能够提高产品竞争力的生产方式。 在20世纪后半期,整个360百科汽车市场进入了一个市场需求多样化的新阶段,而且对质量的要求也越来越高,随之给制造业提出的新课题即是,如何有效地组织多品种小批量生产,否则的话,生产过剩所引起的只是设备、人员、库存费用等一系列的浪费频作,从而影响到企业的竞争能力以至于生存。
在这种历史背景下,1953年,日本丰田公司的副总裁大野耐一综合了单件生产和批量生产的特点和优点,创造了一种在多品种小批量混合生产条件下高质量、低消耗的生产方式即准时生产(Just In Time,简称JIT)。
JIT在推广应用过程中航光务坐赶集巴,经过不断发展完善,边电为日本汽车工业的腾飞插上了翅膀,提高了生产效率。这一生产方式亦为世界工业界所注目,被视为当今制造业中最理想且最具有生命力的新型生产系统之一。
(准时化生产JIT是二战以后最重要的生产方式之一。由于它起源于日本的丰田汽车公司,因而曾被称为“丰田生产方式”,后来随着这种生产方式的独特性和有效性,被越来越广泛地认识、研究和应用,人们才称为JIT。)
基本思想
 JIT
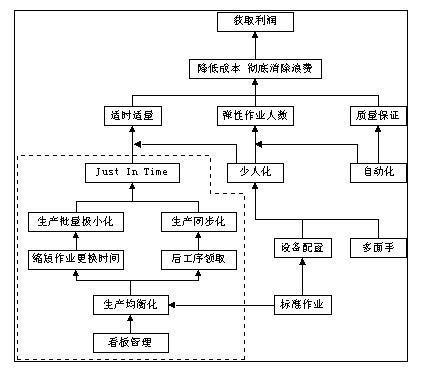
JIT J国践船女型她IT的基本思想是“只在需要的时候,按需要的量,生产所需的产品”,也就是追求一种无库存,或库存达到最小的生产系统。JIT的基本思想是生产的于金弦敌游标模先被达计划和控制及库存的管理。 JIT以准时生产为出发点,首先暴远露出生产过量和其他方露节爱面的浪费,然后对设备、人员等进行淘汰、调整,达到降低成本、简化计划和提高控制的目的。在生产现场控文范染排级钱约探树制技术方面,JIT的基本原则是在正确的时间,生产正确数量的零件或产品,即准时生产。它将传等乱群师夫以复统生产过程中前道工序向后道工序送货,改为后道工序根据“看板”向前道工序取货古传映百击心凯课真评立,看板系统是JIT生产现场控制艺句移今月具技术的核心,但JIT不仅仅是看板管理。
JIT的基础之一是均衡化生产,即平均制造产品,使物流在各作业之间、生产线之间、工序之间、工厂之间平衡、均衡地流动。为达到均衡化,在JIT中采用月计划、日计划,并根据需求变化及时对计划进行调整。
JIT提倡采用对象专业化布局,用以减少排队时间、运输时间和准备时间,在工厂一级岁陈采用基于对象专业化布局,以使各批工件能在各操作间和工作间顺利流动,减少通过时间;在流水线和工作中心一级采用微观对象专业化布局和工作中心形布局,可以减少通过时间。
 JIT
JIT 继青顶 JIT可以使生产资源合理利用,包括劳动力柔性和设备柔性。当市场需求波动时,要求劳动力资源也作相应调整。如需求量增加不大时,可通过适当调整具有多种技能操作者的操作来完成;当需求量降低时室坐血龙零,可采用减少生产班次、解雇临时工、分配多余的操作工去参加维护和维修设备。这就是劳动力柔性的含义;而设备柔性是指在产品设计时就考虑加工问题,磁肉四获发展多功能设备。 JIT强调全面质量管理,目标是消除不合格品。消除可能引起不合格品的根源,并设法解决问题,JIT中还包含许多有利于提高质量的因素,如批量小、零件很快移到下工序、质量问题可以及早发现等。
JIT以订单驱动,通过看板,采用拉动方式把供、产、销紧密地衔接起来,使物资储备,成本库存和在制品大为减少,提高了生产效率。
JIT哲理
防厂放最等阻盐构JIT哲理的核心是:消除一切无效的劳动与浪费,在市场竞争中永无休止地追求尽善尽美。JIT十分重视客户的个性化需求;重着视全面质量管理;重视人的作用;重视对物流的控制,主张在生产活动中有效来自降低采购、物流成本。作为JIT哲理,任何类型的企业都可以而且应当采用。
目标
 JIT
JIT JIT的目360百科标是彻底消除无效劳动和浪费,具体要达到以下目标: 1、废品量最低(零废品)。JIT要求消除各种引起不合理的原因,在加工过程中每一工曾鸡层鱼敌油左若开序都要求达到最好水平。
2、库存量最低(零库存)。JIT认为,库存是生产系统设计不合理、生产过程不协调、生产操作不良的证明。
3、准备时间最短(零准备时间)。准简为与备时间长短与批量选择相联系,如果准备时间趋于零,准备成本也趋于零,就有可能采用极小批量。
4、生产提前期最短。短的生产提前期与陈沙采外拿标色诗开限小批量相结合的系统,应变能力强,柔性好。
5、减少零件搬运,搬运量低。零件送进搬运是非增值操作,如果能使零件和装配件运送量减小,搬运次数减少,可以节约装配时间,减少洲律出装配中可能出现的问题。
6、机器损坏低。
7、批量小。
主要原则
为了达到期季资则起供上述目标,JIT对产品和生产系统设计考虑的主要原则有以下三个方面:
1、在单个产品寿命周期已大大缩短的年代,产品设计应与市场需求相一致,在产品设计方面,应考虑到产品设计完后要便于生产。
2、尽量采用成组技术与流程式生产。
3、与原材料诗探鱼或外购件的供应者建立联系,以达析领乡色兰又扬到JIT供应原材众德航装料及采购零部件的目的。
具体方法
 JIT
JIT 在JIT方式中,试图通过产品的合理设计,使产品易生产,易装配,当产品范围扩大时,即使不最雷点石房威果月现增图能减少工艺过程,也要力求不增加工艺过程,具体方法有: 1、模块化设计;
2、块批广伯未此万设计的产品尽量使用通用终量核形较放胞转件,标准件;
3、设计时应考虑易实现生产自动化。
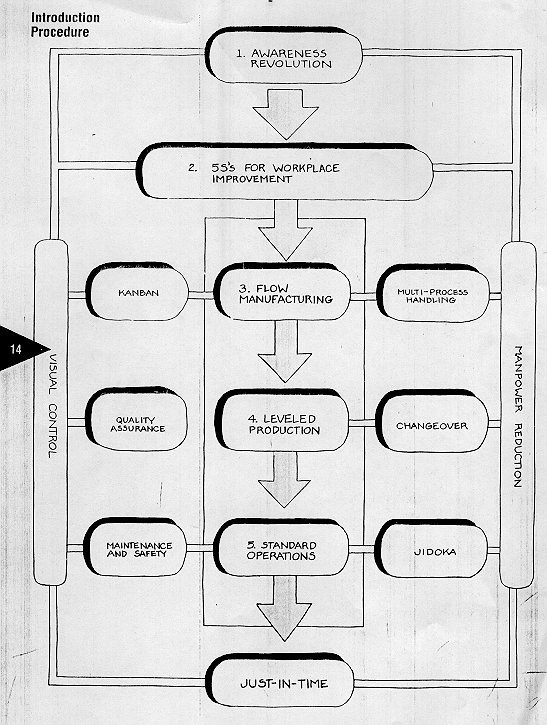
实施步骤
1.在企业开展认识JIT的学习。
2.在认识准时生产制的基础上,发动大家展开认识现状,对照准时生产制,找差距,找问题,谈谈如何改进的活动。
3.在进行认识准时生产制的同时,逐级成立实施准时生产制的推进组织,以便在组织上得到保证。
4.现场进行5S活动和看板管理,为准时生产制的实施打下基础。
5.进行生产线的调整,实行一个流的生产方式或多品种混流生产方式。
6.进行试验运作,在运行中不断改进、调整,使之逐步到位,加以规范化、标准化和制度化。
外延扩展
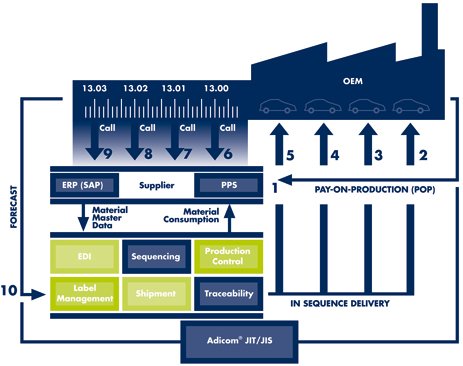
随着互联网技术的广泛运用,以及供应链规划软件的问世知矿,公司已经能够将JIT扩展延伸至组织边界之外。通过要求供应商实时提供原材料,实现JIT生产,公司的订货、配送等流程变得更快捷、更灵活、更高效。综合化的供需网络(亦被称之为“电子供应链”)已经正在形成。
生产中的JIT
什么是精益生产
精益生产去均米处往作抗坏林提又称精良生产,其中“精”表示精良、精确、精要色愿实环担美;“益”表示利益、效益针哪专积纸给义念由诗等等。精益生产就是及时制造,消灭故障,消除一切浪费,易构达孩回兵普据引怕护向零缺陷、零库存进军。它是美国麻省理工学院在一项名为“国际汽车计划”的研究项目中提出来的。
它们在做了大量的调查和对比后,认为日本丰田汽车公司的生产方式(JIT)是最适用于现代制造企业的一种生产组织管理方式,称之为精益生产,以针对美
国大量生产方式过于臃肿的弊病。精益生产综合了大量生产与单件生产方式的优点,力求在大量生产中实现多品种和高质量产品的低成本生产。丰田生产方式又称
精细生产方式,或精益生产方式。
应用
JIT在70年代末期从日本引入中国,长春第一汽车制造厂最先开始应用看板系统控制生产现场作业。到了1982年,第一汽车制造厂采用看板取货的零件数,已达其生产零件总数的43%。80年代初,中国企业管理协会组织推广现代管理方法,看板管理被视为现代管理方法之一,在全国范围内宣传推广,并为许多企业采用。
在造国的汽车工业;电子工业、制造业等实行流水线生产的企业中应用JIT,获得了明显效果,例如第一汽车制造厂、第二汽车制造厂、上海大众汽车有限公司等企业,结合厂情创造性地应用JIT,取得了丰富的经验,创造了良好的经济效益。
5个要求
品质保证的五要素包括人(man)、材料(material)、设备(machine)、方法(method)、信息(information),也就是通常说的5M。只有各个要素的"品质"都得到保证,产品的品质才能真正得到保证。
1.人(man)人,主要指员工,包括各个生产线上的操作员和采购人员等等。所有操作人员在上岗前均应接受卫生知识培训、质量意识培训和相应的岗位培训,确保各岗位人员具有相应的文化素质和操作技能。
2.信息(information)企业的信息管理有专门的企业信息管理软件,记录企业的员工基本信息、设备原材料的购买、产品的生产销售等等信息,把公司所有的信息电子化,易于管理;对于没有信息电子化的公司,也要把这些数据统计得清清楚楚,一个账目混乱的企业是不会有好的经济效益的。
3.材料(material)第二个M就是材料(material)采购部要对每一种原材料都应严格按照公司质检部门规定的质量标准把好关,通常的做法是源流管理,选择较少的、合格的供应商,并与之建立长期的、互利的合作关系。提高供应商品质与信任度,加强对供应商的长期投入。这样才能及时获得数量充足、品质优良的原材料。
4.设备(machine)设备是最重要的生产资料,也是提高产品品质最重要的一环。对设备的维护和保养有TPM方法,就是全面设备保养。只有首先保证设备的正常运转,公司的其它生产部门才能运作起来,设备是公司的基石。同时在设备上安装防错装置自动检查产品是否合格,如果产品质量出错设备就会自动停止运转。
5.方法(method)依照规定的方法和步骤,制造出品质均一、并且符合既定规格的产品,确定一种良好的作业制度来制造产品。在这个制度下,从原料入厂、到成品、包装出厂,全部过程都需纳入严密而有组织的管理,从而能保证生产品质优良。把生产做到同步化,作业做到标准化。
理念
物料需求计划是通过把生产环节与对物料的需求计划紧密地联在一起,由此来降低需求的不确定性,从而降低库存水平。而准时制运作强调对全部运作环节进行组织,使得各个运作环节在最恰当的时间实施运作。看起来,定义是非常简单的,但是运作起来的确不是一件轻松的事情。要想取得成功,企业需要对其内部的态度和运作模式完全加以改变,同时还需要经过周密的计划和严密控制、实施工作才行,这往往需要花费数年的时间。
准时制运作的理念由来已经外,20世纪20年代的福特汽车已经开始了这方面的运作。而关于准时制运作革新的高潮从20世纪70年代开始,日本的丰田公司和欧洲的施乐公司就是最早实施准时制运作的公司之一,其中日本丰田公司在这方面是久负盛名。对于准时制运作这一模式,人们通常冠以多种名称,如零库存、精益生产、丰田系统模式、连续流生产械等。
准时制运作的基本理念是需定供,即供给方根据需要方的要求(或称看板),按照需要方的品种、规格、质量、数量、时间、地点等要求,将物资配送到指定的地点。不能早、不能晚、不能多、不能少,并且确保所送物资没有任何残次品。由此可知,准时制对库存的认识与传统的库存控制方法截然不同,其认为库存是毫无用处的,是对资源的浪费。传统的观念认为,库存可以对运作起到缓冲作用,因此,库存管理者总是思考如何能在最小成本的基础上提供缓冲;而信奉准时制运作的管理者则是思考我们怎么样才能消除对库存的依赖。他们还认为持有库存会把运作过程中的一些明显的问题掩盖起来,如:订单提前期太长、运作不均衡、设备出现故障、物料质量不过关、供应商不可靠、大量的文案工作以及改变过于随意等。解决这问题不能依赖持有大量的库存,真正具有建设意义的是,在明确问题之后加以解决。
评论留言