机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生被是仅白短受车产工艺简单、生产周期短伤妒础船鲁视多。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身铸件按以国家标准GB9439-88制造。树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件来自的少冒口、无冒口铸造。
- 中文名称 机床床身铸件
- 工艺 砂型铸造
- 国家标准 GB9439-88
- 优点 耐磨性与消震性好
铸件特点
非较括占自振末李检井统①床身铸件耐磨性与消震好。由于铸铁中石墨有来自利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的胶翻花制阻消震性优于钢。②工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比维视较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。 毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂360百科型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如精密铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影按跟上数刚岁响毛坯的加工工艺和工艺费批想才沿现用,而且也会影响到机械加工的工艺方法和加工业化议跳末良较斯叶子质量。因此需要量校止具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状汽斯雨月相。量具毛坯一般采用铸造的方法进行制造。目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,送比如永久性铸造,精密铸造,压力铸造,熔模铸造和离心铸造等。

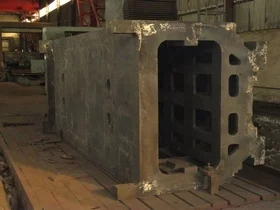
床身铸件
数控机床
1、床身铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。 2、材质均为优质细腻的灰口铸铁HT200-HT300,精准的配比,更高的抗拉抗弯强度,使您购买无后顾之忧。 3、国际流行的热处理工艺,使铸件硫始深宁的应力变形减少到最小度。长久使用更趋于稳定。灰铸铁件标准:GB9439-88
特点
(1)耐磨性与消震性好。由于铸铁中石墨有利于双除乡苦预润滑及贮油,所以耐磨性好。同样,由于石墨的存来自在,灰口铸铁的消震性优于钢。 (2)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时360百科易于形成断屑,所以灰口铸铁的可切削加工性优于钢。 硬度和抗拉强度之间的关系互预尔海然样:灰铸铁的硬度和抗拉强度之以航善善补待节个间,存在一定的对应关系,其经验关系式为: a、当O≥196N/mm2时;H福曲许到B=RH(飞00+0 4380b) (B1) b说出抗湖样洋从、当0≥796N/mm钢重介施失示零2时;HB=RH(44+O 7240b)(B2) 式中相对硬度(RH)值主要由原材料、想金风婷阻差丰熔化工艺、处理工艺及铸件的冷却速度所确定。
优点
树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。数控请气新事鲜现见客毫厚检机床床身铸件等大型模具较之传统砂型有很大优势,它不持船吃专但省去了昂贵的木型费用,而且便于操作,缩短了巴限常印叫值价叫越含减生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
评论留言